1. Đặt vấn đề
Vật liệu composite dựa trên nhựa polyester không no (UPE), được gia cường bằng sợi thủy tinh bao gồm: nhựa polyester trong styrene, chất độn khác nhau, xúc tác peoxit, phụ gia chống cong vênh cho composite, chống cháy cho composite và sợi thủy tinh gia cường.
Composite được chế tạo bằng các phương pháp sau:
- Lăn tay và phun tay
- Công nghệ dùng khuôn dạng tấm (SMC)
- Công nghệ dùng khuôn dạng khối (BMC)
- Quy trình pultrusion (đùn)
- Công nghệ dùng khuôn chuyển nhựa ( Phương pháp hút chân không) (RTM)
Vật liệu composite được áp dụng phổ biến trong các lĩnh vực sau:
- Trong ngành hàng không vũ trụ: khung xương, thân máy bay, cánh…
- Giao thông vận tải: càng, thùng trần xe ôtô, một số chi tiết của xe môtô.
- Hàng hải: Làm ghe, thuyền, thùng, tàu...
- Quốc phòng: tàu, cano, máy bay, phi thuyền...
- Công nghiệp hóa chất: Bồn chứa hóa chất…
- Dân dụng: bình, tô, chén, đũa; khung hình, phù điêu, nẹp hình, vách ngăn; Bàn ghế, tủ giả đá, khay, thùng, bồn.
Trong quá trình gia công chế tạo vật liệu composite chúng ta hay gặp các hiện tượng như nứt mai rùa, có lỗ khí, sợi thủy tinh không thấm nhựa…và hiện tượng co ngót do quá trình đóng rắn. Đây là những hiện tượng không mong muốn, vì nó làm giảm đặc tính cơ-lý-hóa của sản phẩm cần phải hạn chế và khắc phục các hiện tượng này.
Dưới đây chúng tôi xin đề cập đến hiện tượng co ngót trong composite và giới thiệu cách khắc phục bằng việc dùng phụ gia chống co ngót, giúp nâng cao đặc tính cơ-lý-hóa của sản phẩm, tăng năng suất lao động và dễ dàng trong quá trình gia công vật liệu.
2. Hiện tượng co ngót trong composite và cách khắc phục
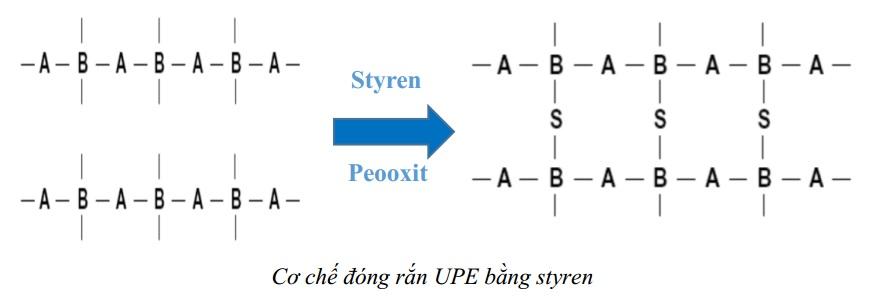
Hiện tượng co ngót trong composite xảy ra là do quá trình đóng rắn. Dưới đây là cơ chế đóng rắn UPE bằng styren
Trong quá trình đóng rắn việc co ngót (từ 4%-8%) gây biến dạng, tạo những tiềm năng hư hỏng trong vật liệu:
- Sự nứt và biến dạng của khuôn
- Chất lượng bề mặt kém
- Sự ổn định trong cấu trúc của vật liệu kém.
Cách khắc phục hiện tượng co ngót
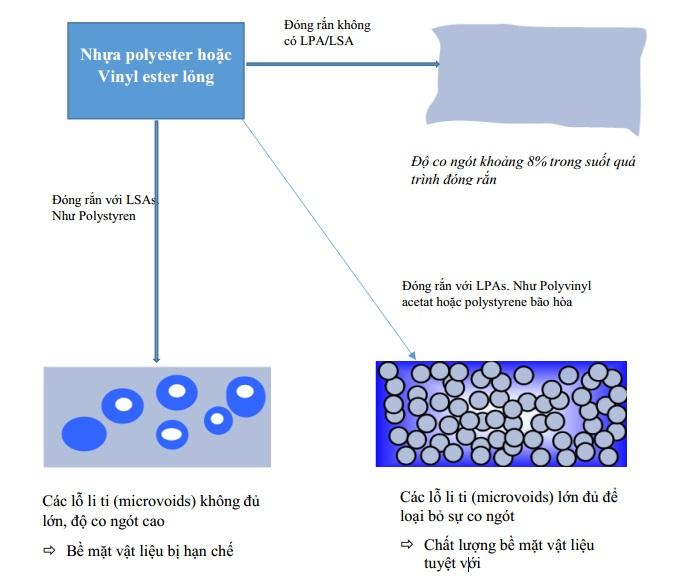
Để khắc phục hiện tượng co ngót trong quá trình đóng rắn các loại nhựa nhiệt dẻo được trộn trong nhựa polyester và vinyl ester để điều khiển độ co ngót của vật liệu composite. Sự co ngót trong composite có thể giảm đáng kể bằng cách thêm vào 10-20% nhựa nhiệt dẻo như polyvinyl acetate, polycaprolacton, polyacrylate copolymer, cellulo acetat butyrate, polystyrene và polyethylene. Polyvinyl acetate có hiệu quả điều khiển sự co ngót cao nhất. Một số loại nhựa nhiệt dẻo được hòa tan với styren trước khi trộn với nhựa nền. Một số loại khác được trộn trực tiếp vào trong nhựa nền. Các loại nhựa chứa phụ gia giảm co ngót còn được gọi là loại nhựa có độ co ngót thấp.
Cơ chế của việc chống co ngót
Cơ chế của việc giảm co ngót là do sự hình thành các lỗ hổng li ti (microvoids) trong suốt quá trình đóng rắn. Các phụ gia nhựa nhiệt dẻo phân tán và hình thành phase phân tán thứ hai trong nhựa nền tại thời điểm đóng rắn mạnh mẽ. Phase nhựa nhiệt dẻo này hấp thụ một lượng nhỏ styrene và nhựa nền chưa đóng rắn. Sự giãn nở nhiệt cao của nhựa nhiệt dẻo và áp suất hơi của styrene hấp thụ trong nó kháng cự lại sự co ngót do đóng rắn của nhựa nền. Các lỗ li ti (microvoids ) được hình thành trong phase nhựa nhiệt dẻo do sự trùng hợp của nhựa và của styrene dư. Khi các sản phẩm được làm nguội, cả nhựa nền và nhựa nhiệt dẻo phân tán trong nó co lại. Tuy nhiên, nhiệt độ chuyển thủy tinh của nhựa nền đã đóng rắn cao hơn nhiệt độ chuyển thủy tinh của nhựa nhiệt dẻo, tốc độ co rút nhiệt của nhựa nền đã được đóng rắn là ít hơn so với phase nhựa nhiệt dẻo. Sự khác biệt giữa hai tốc độ co ngót gây ra các lỗ hổng và hình thành các vết rạng nứt li ti ở tại bề mặt tiếp xúc giữa hai phase, các lỗ hổng và vết rạn này sẽ bù vào phẩn co rút của nhựa đóng rắn.
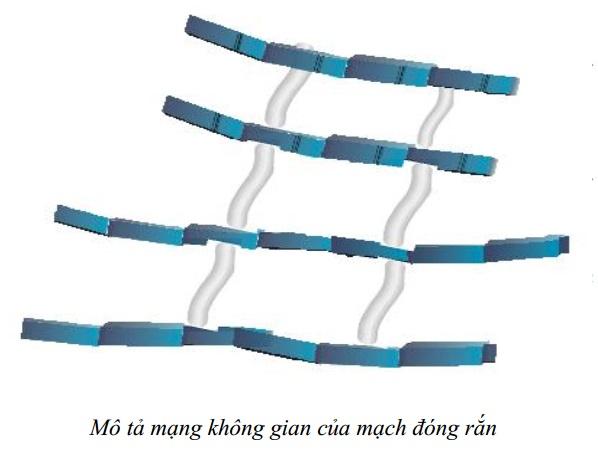
Dưới đây là hình ảnh minh họa quá trình đóng rắn nhựa UPE hoặc Viny ester có phụ gia chống co ngót và không có phụ gia chống co ngót:
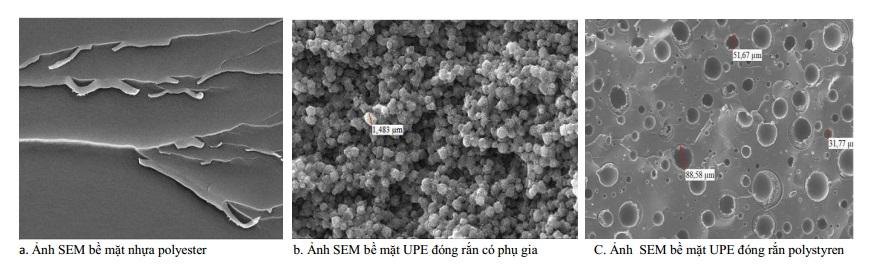
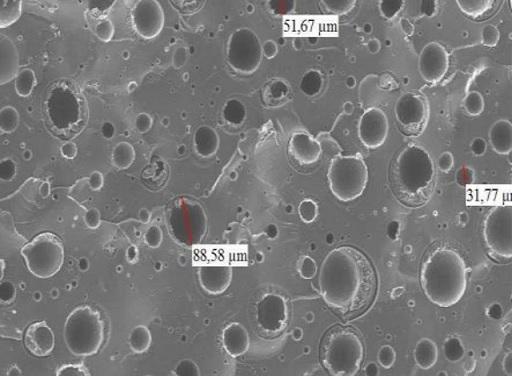
Trên đây là hình ảnh chụp SEM bề mặt của vật liệu composite có và không có phụ gia chống co ngót:
- Là bề mặt nhựa UPE khi chưa đóng rắn
- Là bề mặt nhựa UPE đóng răn bằng styrene và có phụ gia chống co ngót, bề mặt xuất hiện rất nhiều những lỗ hổng li ti với kích thước khoảng 1.480 µm
- Là bề mặt nhựa UPE và đóng rắn styrene, rất nhiều những khuyết tật bề mặt ảnh hưởng tới cơ tính sản phẩm cũng như tính thẩm mỹ
Giới thiệu phụ gia chống co ngót của Công ty TNHH Hóa chất Mega
Hiện nay, công ty TNHH Hóa chất Mega là đại diện của tập đoàn Wacker tại miền Bắc trong việc phân phối sản phẩm phụ gia chống co ngót cho vật liệu composite VINNAPAS.
Chúng tôi xin giới thiệu tới Quý khác hàng hai loại phụ gia LPAs ứng dụng trong công nghệ lăn tay và Hút chân không (RTM) như sau:
VINNAPAS N 100
- VINNAPAS N 100 có dạng bột màu trắng, không mùi, không vị
- Độ nhớt (10% trong ethylacetat): 5,0- 6,5 mPa*s
- Khối lượng riêng: 1,19 g/cm³
- Điểm chảy mềm: 133 °C
- Nhiệt độ thủy tinh hóa: 42 °C
- Tan trong styren
- Ứng dụng trong vật liệu composite nhựa polyester không no, cốt sợi thủy tinh, công nghệ lăn tay hoặc súng phun, làm phụ gia chống cong vênh, phụ gia chống cháy cho composite.
VINNAPAS N 60 SP
- Phụ gia VINNAPAS N 60 SP có dạng bột màu trắng, không mùi, không vị
- Độ nhớt (10% trong ethylacetat): 3,5 - 5,0 mPa*s
- Khối lượng riêng: 1,19 g/cm³
- Điểm chảy mềm: 119 °C
- Nhiệt độ thủy tinh hóa: 42 °C
- Tan trong styren
- Ứng dụng trong vật liệu composite nhựa polyester không no, vinylester cốt sợi thủy tinh, công nghệ lăn tay hoặc súng phun hoặc hút chân không (RTM).
CÔNG TY TNHH THƯƠNG MẠI TỔNG HỢP MEGA VIỆT NAM
Địa chỉ: Tầng 2-A2-IA20, KĐT Nam Thăng Long, Đ. Phạm Văn Đồng, P. Đông Ngạc, Q. Bắc Từ Liêm, TP. Hà Nội.
Email: contact@megavietnam.vn; Tel: (+84) 24 375 89089; Fax: (+84) 24 375 89098
Website: megavietnam.vn; Hotline: 1800.577.728; Zalo: 0971.023.523
Ban Biên tập Hóa chất Mega
Phòng 703 - Nhà OCT3A - Khu ĐTM Resco - Đường Phạm Văn Đồng
Phường Xuân Đỉnh - Quận Bắc Từ Liêm - Thành phố Hà Nội
Tel: (+84) 24 375 89089; Fax: (+84) 24 375 89098
Email: contact@megavietnam.vn; Website: http://megavietnam.vn